Chemical process optimization and control are distinct but complementary disciplines that determine whether industrial laundries operate profitably or struggle with waste, quality issues, and regulatory violations. Optimization identifies the ideal operating parameters—temperatures, chemical concentrations, cycle times—that deliver pristine results with minimal resource consumption. Control maintains those parameters consistently through automated monitoring and real-time adjustments.
This article explains what these concepts mean, how they work together in practice, and why they matter for laundry operations serving healthcare, hospitality, and uniform rental industries.
TLDR
- Optimization identifies ideal operating parameters through systematic testing and data analysis
- Control systems maintain parameters consistently using automated dispensing and sensors
- Combined systems reduce rewash rates below 3% and cut chemical costs up to 20%
- Automation eliminates manual dosing errors that cause quality defects and material waste
- Success requires baseline metrics, appropriate technology, and periodic re-optimization
What Are Chemical Process Optimization and Control?
Chemical process optimization is the systematic approach to identifying ideal operating conditions—chemical concentrations, water temperatures, cycle times, and water ratios—that maximize cleaning effectiveness while minimizing inputs and waste. It answers the fundamental question: "What should our settings be?"
Chemical process control comprises the systems and methods that maintain process parameters at target values through continuous monitoring, feedback mechanisms, and corrective actions. It answers: "How do we keep operations on target?"
Understanding both concepts matters because they work together to maintain consistent results.
Optimization without control creates problems:
- Parameter drift leads to inconsistent results
- A laundry might determine that 2.5 oz of detergent per pound delivers optimal cleaning
- Without precise dispensing systems, actual doses vary from 2.0 to 3.2 oz
- Variations stem from operator technique, equipment wear, or water pressure fluctuations
Control without optimization is equally problematic:
- You're maintaining the wrong settings consistently
- A facility might precisely deliver 4.0 oz of detergent per pound because "that's what we've always done"
- This wastes 37% more chemical than necessary
- Excess chemicals increase textile damage and rinse cycle requirements
Together, optimization identifies the target and control keeps operations on target.

This partnership enables industrial laundries to process 15 billion pounds of textiles annually in the U.S. while meeting strict hygiene standards. In an industry operating on tight margins, chemical efficiency directly impacts profitability.
Why Chemical Process Optimization and Control Matter in Industrial Laundries
Industrial laundries face operational pressures that make chemical process control a strategic imperative rather than a nice-to-have feature. The financial, quality, and regulatory implications demand precision.
The Cost Reality
Chemical costs typically represent 5-10% of total operating expenses, but unoptimized processes can push this to 17-48% depending on facility type and volume. For context, the average commercial laundry spends approximately $125,000 annually on chemicals alone.
Operating expense breakdown for industrial laundries:
| Cost Category | Typical Range | Impact of Poor Chemical Control |
|---|---|---|
| Labor | 35-55% | Increases with higher rewash rates |
| Linen Replacement | 15-25% | Accelerates from chemical damage |
| Energy | 10-25% | Rises with extended cycles and rewashes |
| Chemicals | 5-10% | Can spike to 17-48% when unoptimized |
The financial opportunity from better control is substantial:
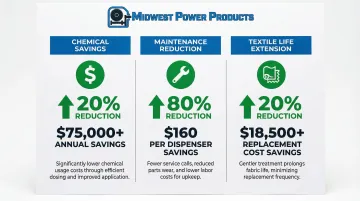
- Chemical savings: Automated dosing systems reduce detergent consumption by up to 20% by matching doses to actual load weights
- Maintenance reduction: Replacing manual dispensing with automated systems saves approximately $160 per dispenser annually and reduces maintenance labor by 80%
- Textile life extension: Optimized chemistry reduces textile replacement costs by up to 20%
The Quality Imperative
Inconsistent chemical processes create variable outcomes that damage customer relationships. Industry standard rewash rates target 3-5%—exceeding this threshold compounds labor, water, and chemical costs while delaying deliveries.
Common quality problems from poor chemical control include:
- Incomplete soil removal requiring rewash
- Textile damage from over-concentration
- Residue problems from inadequate rinsing
- Color degradation from improper bleach application
- Fabric stiffness from chemical buildup
Environmental and Regulatory Compliance
Beyond quality concerns, chemical control directly impacts regulatory compliance and environmental stewardship.
Federal and local regulations govern laundry wastewater discharge. EPA regulations prohibit discharge with pH lower than 5.0, while local jurisdictions impose additional limits.
For example, Houston restricts oil/grease to below 200 mg/L and temperature below 104°F.
Meeting these requirements becomes easier with optimized chemical processes that reduce environmental impact. Studies show potential reductions of 50% in water and energy consumption and 20% in chemical usage when load size and dosing are strictly controlled.
Competitive Advantage
Facilities with superior process control can:
- Handle specialized contracts requiring delicate textile treatment
- Reduce rewash rates below industry averages
- Extend textile life, reducing replacement frequency
- Operate at lower cost per pound than competitors
- Provide detailed documentation for quality-conscious customers
How Chemical Process Control Works in Practice
Modern chemical process control eliminates manual handling through integrated automation that monitors conditions, dispenses chemicals precisely, and adjusts parameters in real-time.
Step 1: Monitoring and Measurement
Control begins with accurate data. Industrial laundry systems deploy multiple sensor types:
Water quality sensors measure temperature (typically 140-160°F for bleaching, 130-150°F for enzyme detergents), pH levels (digital sensors offer ±0.01 pH accuracy), and conductivity for chemical concentration monitoring.
Flow meters track water volumes and chemical injection rates. Advanced flow-meter-based systems deliver ±3% accuracy when properly calibrated.
High-precision metering pumps achieve ±1% accuracy, ensuring consistent chemical delivery across thousands of cycles.
Weight sensors determine actual load size, enabling ratio-metric dosing that adjusts chemical quantities to match the pounds of textiles being processed rather than using fixed doses regardless of load weight.
Step 2: Automated Chemical Dispensing
With accurate sensor data flowing in, automated dispensing takes over. Softrol's ChemPulse technology injects precise amounts of detergents, bleaches, softeners, and other chemicals at programmed points in wash cycles.
The technology uses flow meter-based injection with volumetric measurement and water flush verification.
These systems eliminate three common sources of error in manual dosing:
- Measurement inconsistency from operator-to-operator variation
- Timing errors when chemicals are added too early or too late in the cycle
- Formula deviations when operators modify recipes based on assumptions rather than data
For high-volume operations, tunnel washers can process up to 3,000 pounds per hour, requiring programmable modules for precise chemical injection at each tunnel stage.
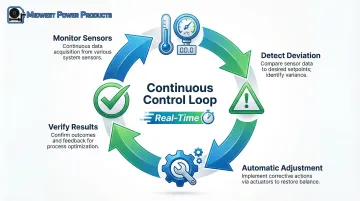
Step 3: Feedback and Adjustment
Closed-loop control systems continuously compare actual conditions to target parameters. When sensors detect deviations—temperature drops below target, chemical concentration drifts off-spec, or cycle timing extends beyond normal ranges—the control system automatically makes corrections.
Examples of automatic adjustments:
- Increasing chemical feed rate when concentration sensors detect dilution
- Extending cycle time when temperature recovery is slower than expected
- Adjusting rinse cycles when conductivity indicates chemical residue
- Modulating water temperature to maintain optimal cleaning conditions
This real-time correction capability is what separates automated control from manual operations, where problems aren't detected until entire batches show quality issues.
Step 4: Data Collection and Analysis
These continuous measurements and adjustments generate valuable operational data. Softrol's LOIS (Laundry Operation Information System) aggregates process data across multiple machines and cycles, creating comprehensive operational records.
This 24/7 cloud-based monitoring platform provides:
- Real-time access to plant performance data from any device
- Email alerts when parameters deviate from targets
- Historical trend analysis for identifying optimization opportunities
- Documentation for regulatory compliance and customer quality requirements
- Multi-site monitoring from a single user account
The data enables operators to identify patterns invisible in day-to-day operations—seasonal variations in water temperature, gradual equipment performance degradation, or formula adjustments needed for new textile types.

Key Factors Affecting Chemical Process Optimization
Successful optimization depends on controlling the right variables while working within your operational constraints.
Critical Input Variables
Water chemistry: Hardness above 7 grains per gallon (120 mg/L) interferes with detergent performance, requiring water softening to prevent mineral buildup on textiles. High bicarbonate alkalinity above 200 ppm may require separating sour and softener steps to prevent fabric waterproofing.
Textile characteristics: Fiber type (cotton, polyester, blends), fabric construction (woven, knit), and soil level (light, moderate, heavy) all affect optimal chemical formulations and cycle parameters.
Equipment capabilities: Machine type (washer-extractor vs. tunnel washer), capacity, available cycle options, and water heating capabilities define what's operationally possible.
Operational Constraints
Your process must balance multiple objectives:
- Throughput requirements: Cycles per hour needed to meet production targets
- Quality standards: Cleanliness levels, whiteness specifications, residue limits
- Cost targets: Chemical cost per pound, utility consumption limits
- Environmental limits: Discharge regulations, water allocation restrictions
Process Mapping
Identify where chemical processes occur in your operation—pre-wash, main wash, bleach, rinse cycles—and what happens at each stage. Map which parameters most influence outcomes.
For example, chlorine bleach requires 140-160°F for effective stain removal, but temperatures above 160°F decompose bleach and damage fabric. Understanding these critical thresholds helps you set parameters that deliver results without waste or damage.
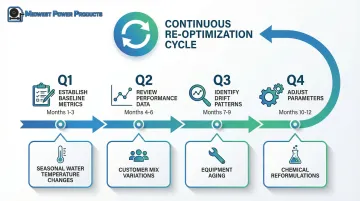
Continuous Re-optimization
Once you've mapped your processes, recognize that optimization isn't a one-time project. Conditions change constantly.
Seasonal water temperature variations, customer mix changes, chemical supplier reformulations, and equipment aging all require periodic review. Establish baseline metrics and conduct quarterly reviews to ensure processes remain optimized.
Common Challenges and Solutions
Challenge: "More Chemical Equals Better Cleaning"
Over-dosing chemicals is a costly misconception that creates more problems than it solves:
- Wasted chemical expense
- Textile damage from excessive alkalinity or bleach
- Residue requiring additional rinse cycles
- Increased environmental discharge load
Optimization identifies the minimum effective dose. One laundromat reported 75% reduction in detergent expenditure after upgrading to precise injection systems that eliminated over-dosing.
Beyond chemical waste, operational inconsistency presents another significant obstacle.
Challenge: Manual Handling Inconsistency
Operator variability, measurement errors, forgotten steps, and inadequate documentation challenge manual chemical handling. Traditional peristaltic pumps deteriorate within 3-6 months, causing delivery inconsistency that leads to under-dosing and increased rewash rates.
Automated systems eliminate human factors. Flow meter-based systems deliver consistent doses regardless of operator experience or shift changes.
Without reliable data, even the best operators struggle to diagnose problems effectively.
Challenge: Troubleshooting Without Data
Operations without monitoring systems resort to trial-and-error when problems arise. Operators adjust chemical doses, temperatures, or cycle times based on guesses, often making problems worse.
Real-time monitoring enables root cause analysis. When a distributor implemented remote-access dispensing systems, they reduced maintenance and response costs by approximately 80% through real-time data that allowed preemptive issue resolution.
Frequently Asked Questions
How does chemical process control differ from process optimization?
Optimization is the analytical work of determining ideal parameters through testing and analysis. Control is the operational work of maintaining those parameters through automation and monitoring. Optimization happens periodically; control happens continuously.
What are the main challenges in optimizing chemical processes?
The complexity of variables (water chemistry, textile types, soil levels), the need to balance multiple objectives (cost, quality, speed, environmental impact), and the difficulty of testing without disrupting production operations make optimization challenging.
How do automated chemical dispensing systems improve process control?
Automation eliminates measurement errors, ensures consistent dosing across all cycles, enables precise adjustments for different load types, provides documentation for compliance, and frees operators to focus on quality oversight rather than manual tasks.
What metrics should be tracked for chemical process optimization?
Track operational metrics like chemical cost per pound and rewash rates (target <3-5%), resource consumption (water and energy per cycle), and quality indicators including customer complaints and textile replacement frequency.
Can chemical process optimization reduce environmental impact?
Yes. Optimization reduces chemical usage (less discharge load), minimizes water consumption (shorter cycles, better rinsing), lowers energy use (optimized temperatures, reduced rewash), and provides documentation for sustainability reporting.
What role does real-time monitoring play in process control?
Real-time data enables immediate corrective action when parameters drift, provides early warning of equipment problems, supports continuous improvement through trend analysis, and creates audit trails for quality and compliance documentation.